500*500mm Max. Size Width X Height Attrezzatura per foratura, taglio e cesoiatura di metalli per travi CNC Acciaio a canale 10#~40#
Utilizzo della macchina utensile:
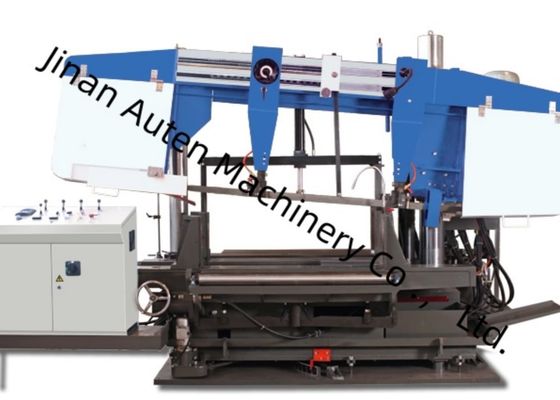
Questa macchina utensile per la foratura di travi a I CNC è progettata principalmente per operazioni di foratura, maschiatura e marcatura su pezzi in acciaio, tra cui travi a H e acciaio a canale. Incorpora tre mandrini ad alta velocità BT40, dedicati a condurre operazioni di foratura sui tre lati rispettivi dell'acciaio, con un mandrino assegnato a ciascun lato. Il magazzino utensili di tipo a fila corrispondente è in grado di contenere fino a 4 tipi di punte con specifiche diverse. Questa attrezzatura è caratterizzata da un'elevata efficienza di lavorazione, precisione superiore, funzionamento intuitivo e ampia applicabilità negli scenari pertinenti.
Specifiche:
| Parametro trave a H |
Dimensione massima Larghezza x Altezza |
500×500mm |
| Dimensione minima Larghezza x Altezza |
100×100mm |
| Lunghezza trave |
2000~13000mm |
| |
Acciaio a canale |
10#~40# |
| Mandrino principale |
Quantità |
3 |
| Modello |
BT40 |
| Potenza motore |
11 kW |
| Velocità del mandrino |
100~3000 giri/min |
| Diametro del foro |
φ5~φ30 mm |
| Asse CNC |
Potenza servomotore dell'asse X |
Circa 4,5 kW |
| Potenza servomotore dell'asse di posizionamento di foratura orizzontale |
Circa 1,5 kW |
| Potenza servomotore dell'asse di posizionamento di foratura verticale |
Circa 3 kW |
| Servomotore di avanzamento della foratura |
Circa 2 kW |
| Magazzino utensili |
Quantità |
3 |
| Tipo |
Stile a fila |
| Capacità del magazzino utensili |
4 x 3 |
| Precisione di lavorazione |
Deviazione della distanza tra i fori |
Due fori entro 1 metro |
±0,5 |
| Il valore di deviazione consentito aumenta di ±0,2 mm per ogni metro aggiuntivo della distanza tra i fori e il massimo non supera ±2 mm |
| Deviazione del margine finale |
±1,0 mm |

Struttura e configurazione della macchina utensile
Questa linea di foratura e taglio di travi a H CNC è costituita principalmente da componenti principali tra cui un'unità di foratura, un carrello di alimentazione, un canale di alimentazione, un canale di scarico, un sistema di raffreddamento, un sistema idraulico, un sistema pneumatico, un sistema di lubrificazione, un sistema elettrico e altre parti essenziali. La macchina utensile impiega un design strutturale che integra un letto fisso e una piattaforma per pezzi in lavorazione mobile. Questa specifica configurazione per la foratura 3D consente l'esecuzione di flussi di lavoro di produzione automatizzati, migliorando così l'efficienza operativa e garantendo la coerenza della lavorazione.
Perforatrice
Questa perforatrice per lamiere metalliche è composta principalmente da una base, un basamento macchina, una slitta mobile, teste mandrino, un dispositivo di pressatura superiore, un dispositivo di bloccaggio laterale e un magazzino utensili di tipo a fila.
La macchina per la foratura e il taglio di segni di travi è dotata di tre teste mandrino, in particolare la testa mandrino laterale fissa, la testa mandrino laterale mobile e la testa mandrino dell'unità superiore, che vengono utilizzate rispettivamente per le operazioni di foratura nelle direzioni orizzontale e verticale. Ogni testa mandrino può funzionare indipendentemente completando simultaneamente le attività di foratura, migliorando significativamente l'efficienza produttiva. Ogni testa mandrino è dotata di un set di mandrini meccanici ad alta velocità BT40; il magazzino utensili di tipo a fila corrispondente può ospitare un massimo di 4 punte con diametri diversi (a condizione che non sia montato alcun utensile sul mandrino), consentendo la lavorazione automatica di 4 diametri di fori distinti con un singolo bloccaggio del pezzo. L'avanzamento del mandrino è azionato da un servomotore, consentendo l'avanzamento rapido, l'avanzamento di lavoro e la retrazione rapida tramite il controllo del programma. Nel frattempo, il motore del mandrino è alimentato da un servomotore del mandrino, con regolazione continua della velocità con un'ampia gamma di velocità.
Carrello di alimentazione
Il carrello di alimentazione della macchina per il taglio e la foratura di travi CNC è composto da ingranaggi, servomotori e manipolatori. Il manipolatore fissa il pezzo ed è azionato da un servomotore; sotto la trasmissione del meccanismo a cremagliera, il pezzo viene alimentato lungo la direzione X, il che garantisce la precisione di lavorazione longitudinale delle operazioni di foratura.
Canale di scarico
Il canale di scarico è composto da una staffa del canale, rulli di supporto e altri componenti associati ed è specificamente progettato per trasportare i pezzi che hanno completato l'intera procedura di lavorazione.
Nelle dimostrazioni di esempio, la macchina per la marcatura e la cesoiatura di foratura di lamiere metalliche per travi CNC può dimostrare efficacemente le sue capacità di lavorazione su campioni di travi a H standard (con larghezze di flangia e spessori di anima variabili) nonché su campioni di acciaio a canale di diverse dimensioni. Questi campioni esposti illustrano chiaramente la capacità della macchina utensile di ottenere un posizionamento accurato dei fori, filettature maschiate lisce e modelli di marcatura distinti, riflettendo pienamente la sua elevata precisione e affidabilità negli scenari applicativi pratici.
La macchina per la foratura, la marcatura e la cesoiatura di travi a H CNC ad alta velocità viene impiegata principalmente nelle officine di strutture in acciaio e nei progetti di costruzione di ponti. All'interno delle officine di strutture in acciaio, esegue la lavorazione di precisione su travi a H utilizzate per telai e strutture di supporto, ponendo così una solida base per l'assemblaggio stabile delle strutture in acciaio. Negli scenari di costruzione di ponti, esegue operazioni di foratura ad alta precisione su travi a H, il che non solo aiuta a migliorare l'integrità strutturale dei ponti, ma consente loro anche di resistere efficacemente ai carichi a lungo termine. Con la sua elevata efficienza operativa, la macchina fornisce un supporto affidabile per questi settori infrastrutturali critici, garantendo il buon andamento dei progetti correlati.

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!