Modello BHD500/3 CNC H-Section Steel Combined Processing Machine 100~3000r/Min Velocità del mandrino
Utilizzo delle macchine utensili:
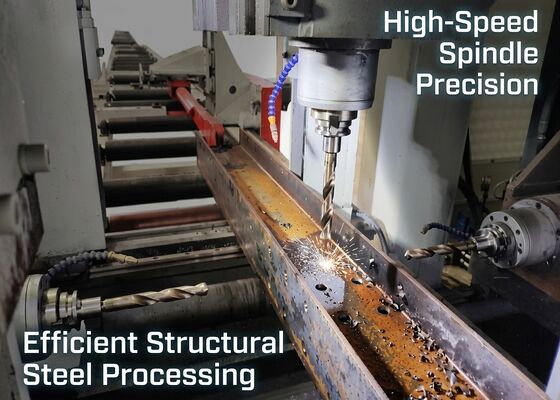
Questa attrezzatura di lavorazione è stata appositamente sviluppata per eseguire operazioni di perforazione, taping e scribbling su acciaio sezionale, compresi i tracciati H e l'acciaio a canale.Tre gruppi di fusi ad alta velocità BT40 sono configurati per eseguire rispettivamente lavorazioni a tre latiIl magazzino lineare di stoccaggio degli utensili può ospitare utensili da taglio di quattro specifiche distinte.
Caratterizzato da una produttività di lavorazione superiore, eccezionale precisione dimensionale, facile operabilità e ampia adattabilità,l'apparecchiatura è ampiamente utilizzata nei settori dell'acciaio strutturale che coprono l'ingegneria edilizia, fabbricazione di parcheggi, torre di trasmissione e struttura spaziale.
Specificità:
| Modello |
BHD500/3 |
| H Larghezza della trave (mm) |
100 ~ 500 |
| H Intervallo di altezza del fascio (mm) |
100 ~ 500 |
| Intervallo di larghezza del canale in acciaio (mm) |
100 ~ 500 |
| Intervallo di altezza dell'acciaio del canale (mm) |
100 ~ 250 |
| Spessore massimo del pezzo (mm) |
40 |
| Lunghezza massima del pezzo (m) |
12 o 15 (facoltativo) |
| Qty del fuso di perforazione. |
Complessivamente 3 mandrini, un mandrino sull'unità superiore, rispettivamente sul lato sinistro e sul lato destro |
| Conicità del foro dello spinello |
BT1 commercio |
| Diametro massimo della perforazione (mm) |
40 |
| Potenza del motore a fusione (kW) |
11 |
| Velocità del mandrino(r/min) |
100 ~ 3000 |
| Velocità di alimentazione del mandrino (m/min) |
0 ~ 10 |
| Velocità di alimentazione (m/min) nell'asse X |
0 ~ 40 |
| Qty del magazzino degli attrezzi |
3 |
| Tipo e capacità del caricatore di attrezzi |
Tipo di fila, 3x4 (facoltativo) |
| Unità di marcatura (facoltativo) |
Tipo di disco, 36 caratteri, dimensione Φ10 mm |
| Sistema CNC |
tedesco, Giappone, Cina |
| Metodo di raffreddamento |
Riscaldamento a spruzzo, raffreddamento interno + raffreddamento esterno |
| Dimensione complessiva della macchina (m) |
Circa 32x5x3.5 |
| Potenza totale ((kW) |
Circa 55 anni. |
| I parametri di cui sopra possono essere regolati e modificati in base alle esigenze specifiche del cliente. |

1. Macchine per la perforazione
Questa unità di perforazione è costituita principalmente da un telaio di base, un letto di macchina, un carrello mobile, una testa di mandrino, un meccanismo di fissaggio superiore, un'unità di fissaggio laterale e un magazzino lineare.
L'apparecchiatura è dotata di tre teste di fusione: testa di fusione laterale fissa, testa di fusione laterale mobile e testa di fusione superiore, che svolgono rispettivamente attività di perforazione orizzontale e verticale.Tutte le teste di fusione possono funzionare autonomamente e eseguire la perforazione contemporaneamente, aumentando notevolmente la capacità di produzione complessiva.e il magazzino lineare di supporto può contenere fino a quattro trapano di diametro variabile (quando lo mandrino è scaricato). supporta la lavorazione automatica di quattro diverse dimensioni di foratura in un singolo ciclo di fissaggio del pezzo da lavorare.alimentazione di lavoro e ritorno rapido sotto controllo del programmaIl fusibile è alimentato da un servomotore a fusibile dedicato, che fornisce una regolazione della velocità senza gradini con un ampio intervallo di velocità.
Tre serie di gruppi di fusioni sono installati accanto al letto della macchina.che adotta una vite a sfera per la trasmissione di potenza e guide lineari a rulli ad alta precisione per la guida posizionaleDurante tutto il ciclo di perforazione, l'apparecchiatura applica la pinzazione a doppio orientamento del pezzo da lavorare:un cilindro idraulico azionerà l'assemblaggio di tenuta superiore per fissare il pezzo su rulli orizzontali di supporto, mentre un'unità idraulica separata azionerà il dispositivo di fissaggio laterale per fissare il componente dal fianco.
2. Canale di alimentazione
Il passaggio di alimentazione è montato con cornici, rulli di supporto, rulli di posizionamento laterale, gruppi di spinta laterale e componenti del rack,con una lunghezza massima non superiore a 50 mm,Un interruttore di rilevamento fotoelettrico è montato all'estremità di ingresso del passaggio per rilevare il bordo anteriore del pezzo da lavorare e definire il punto di riferimento di lavorazione lungo l'asse X.I rulli di posizionamento laterale completano il posizionamento preliminare dell'asse Y per le materie prime, e i dispositivi laterali di spinta comprimono strettamente il pezzo di lavoro contro questi rulli di posizionamento per un allineamento fisso.
3- Canali di scarica.
Il telaio del trasportatore di scarico comprende supporti, rulli portanti e accessori ausiliari,con una lunghezza massima non superiore a 50 mm,.
Durante le prove di verifica del prodotto, la trivellazione integrata CNC,apparecchiature di marcatura e taglio per travi strutturali forniscono prestazioni di elaborazione verificate su campioni di prova standard di travi H con larghezze di flange e gauge di rete differenziateI pezzi di prova finiti dimostrano le prestazioni superiori dell'apparecchiatura nell'allineamento preciso dei fori,segno di taglio interno qualificato e segno di iniezione nitido, dimostrando adeguatamente la sua eccezionale precisione e stabilità operativa in condizioni di lavoro reali sul posto.
Questa macchina ad alta velocità CNC all-in-one per la lavorazione del raggio H è utilizzata prevalentemente negli impianti di fabbricazione di acciaio strutturale e negli sviluppi di ingegneria dei ponti.esegue lavorazioni di precisione sul telaio e sui componenti portanti del raggio H per sostenere un montaggio preciso e stabile di cornici in acciaio fabbricateNei progetti di infrastrutture per ponti, la perforazione ad alta precisione sull'acciaio a forma di H ottimizza la robustezza strutturale complessiva e migliora la resistenza al carico a lunga durata dei ponti finiti.Beneficiare di una produttività di trasformazione eccezionale, l'attrezzatura fornisce una garanzia tecnica affidabile per le industrie di base delle infrastrutture e garantisce l'ordinata attuazione delle imprese di costruzione interessate.

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!