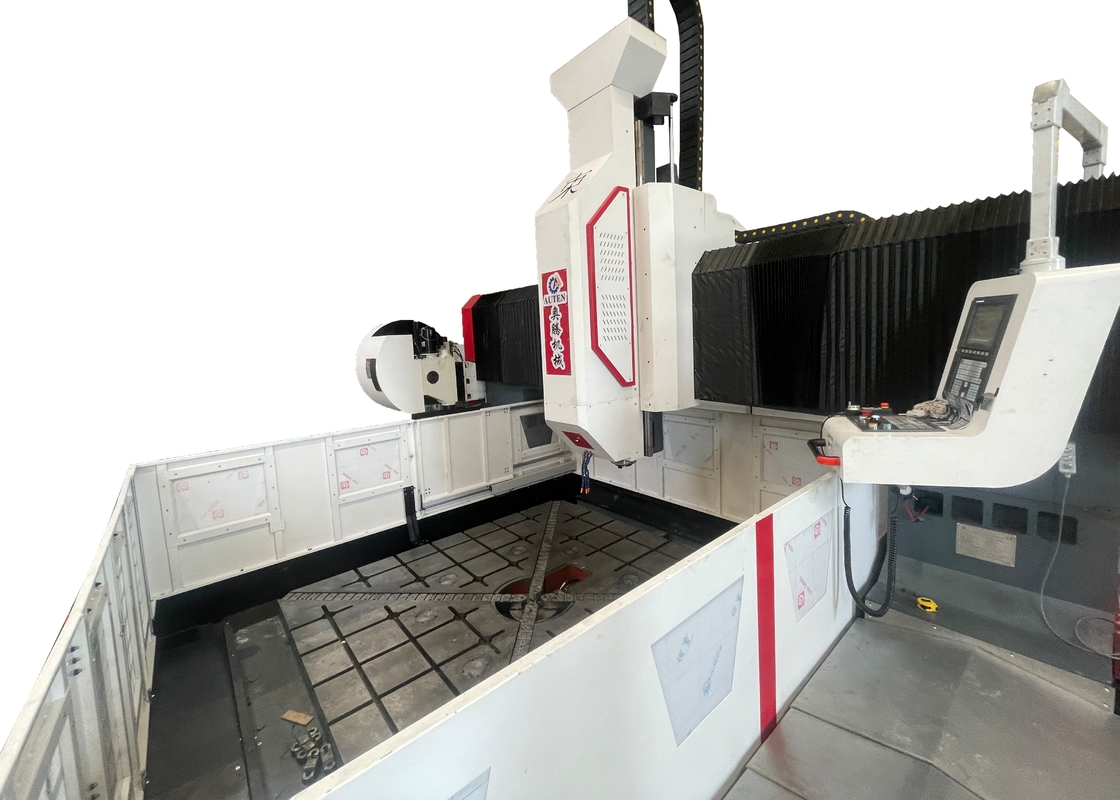
Modello PHD2525 Piastra Flangiata Fresatrice CNC 100mm Diametro Massimo di Foratura
Applicazione:
Impiegata per foratura, smussatura, maschiatura e fresatura di piastre e componenti strutturali.
È principalmente dedicata a operazioni di foratura ad alta efficienza per pezzi tra cui flange, dischi, anelli e piastre con spessori entro il campo di lavorazione efficace. La foratura di fori passanti e ciechi è realizzabile sia su parti a materiale singolo che su materiali compositi. I processi di lavorazione della macchina utensile sono controllati digitalmente, caratterizzati da un funzionamento molto comodo, ed è in grado di realizzare una produzione automatizzata, ad alta precisione con molteplici varietà e in grandi quantità.

Testa di foratura:
La testa di foratura adotta uno speciale motore mandrino servo, che aziona lo speciale mandrino di precisione attraverso la cinghia dentata sincrona per decelerare e aumentare la coppia. La sostituzione è rapida e facile, e l'avanzamento è azionato da un servomotore e una vite a sfera. Gli assi X e Y possono essere collegati e viene adottato il controllo a semi-circuito chiuso per realizzare funzioni di interpolazione lineare e circolare. L'estremità del mandrino è un foro conico BT50, dotato di un giunto rotante ad alta velocità, che può essere lavorato con acqua centrale per trapano a U ad alta velocità.
Dispositivo di trasmissione:
Adottando il design ad alta precisione di guide e cursori importati da Taiwan, funziona senza problemi e migliora efficacemente la capacità di carico pesante.
a. L'asse X e l'asse Z sono rispettivamente sotto forma di due guide lineari a rulli come guide e rotaie portanti per il movimento laterale e longitudinale. Può soddisfare i requisiti tecnici di foratura ad alta velocità. La trasmissione dell'asse X e dell'asse Z adotta un servomotore CA per azionare la vite a sfera di precisione per ruotare e realizzare il movimento lineare.
b. Ci sono due guide lineari a rulli per impieghi gravosi su entrambi i lati dell'asse Y e due cursori a guida quadrata sono installati su ogni guida per formare una pista scorrevole dell'asse Y. Può soddisfare i requisiti di elevata rigidità e resistenza del telaio a portale e può anche soddisfare i vantaggi tecnici di un piccolo coefficiente di attrito, velocità di movimento elevata, buone prestazioni di assorbimento delle vibrazioni e lunga durata. La trasmissione dell'asse X adotta la tecnologia di azionamento sincrono a doppio servomotore, ovvero un servomotore su ciascun lato aziona la vite a sfera per ruotare in modo sincrono, che aziona il telaio a portale per muoversi e realizza la lavorazione CNC.
Dispositivo di lubrificazione automatica e dispositivo di protezione:
Questa macchina utensile è dotata di un dispositivo di lubrificazione automatica a pressione parziale volumetrica originale di Taiwan, che può lubrificare automaticamente le coppie in movimento come guide, viti senza fine, cremagliere, ecc., senza punti morti, per garantire la durata della macchina utensile. L'asse X e l'asse Y della macchina utensile sono dotati di protezioni antipolvere e una piastra di protezione impermeabile è installata attorno al banco.
Sistema di uscita dell'acqua centrale:
La macchina è dotata di un sistema di uscita dell'acqua centrale di serie. Il sistema di uscita dell'acqua interno può impedire al perno di ferro di avvolgersi attorno all'utensile durante la lavorazione, ridurre l'usura dell'utensile, prolungare la durata dell'utensile e migliorare la finitura superficiale del pezzo. Proteggere la superficie del pezzo, proteggere il giunto rotante ad alta velocità, impedire alle impurità di bloccare il giunto rotante, migliorare la qualità del pezzo nel suo complesso e migliorare l'efficienza del lavoro.
Specifiche:
| Dimensione del pezzo |
LxW |
2500x2500 mm |
| Banco di lavoro |
Larghezza scanalatura a T |
28mm |
| Testa di foratura |
Qtà. |
1 |
| Conicità del mandrino |
BT50 |
| Diametro massimo di foratura |
100 mm
(Punta a nucleo in carburo)
|
| Φ80 mm (Trapano a U) |
| Spessore massimo |
≤180 mm |
| Diametro massimo di maschiatura |
M30 mm |
| Velocità del mandrino |
30~3000 giri/min |
| Potenza del servomotore del mandrino |
30kW |
| Distanza dall'estremità inferiore del mandrino al banco di lavoro |
200-600mm |
|
Movimento laterale della testa di foratura
(Asse X)
|
Corsa orizzontale massima |
2500 mm |
| Velocità di movimento laterale |
0~8 m/min |
| Potenza/coppia del servomotore per il movimento laterale |
4,5kW/25Nm |
| Movimento longitudinale a portale (Y asse) |
Corsa di avanzamento massima |
2500 mm |
| Velocità di avanzamento |
0~8 m/min |
| Potenza/coppia del servomotore di avanzamento |
2x4,5 kW/25Nm |
| Movimento di avanzamento del pistone verticale (asse Z) |
Corsa massima |
600 mm |
| Velocità di movimento |
0~5 m/min |
| Potenza/coppia del servomotore |
4,5kW/25Nm |
| Precisione di posizionamento a tre assi |
X/Y |
≤0,05 mm/1000 mm |
| Precisione di posizionamento ripetuto a tre assi |
X/Y |
≤0,03 mm/1000 mm |
| Sistema pneumatico |
Pressione di alimentazione dell'aria compressa |
≥0,4 MPa |
| Convogliatore di trucioli e raffreddamento |
Numero di convogliatori di trucioli |
2 |
| Velocità di rimozione dei trucioli |
1 m/min |
| Potenza del motore del convogliatore di trucioli |
2X0,75kW |
| Metodo di raffreddamento |
Raffreddamento interno (70 bar) + raffreddamento esterno |
| Sistema di lubrificazione automatica |
Pressione di lubrificazione |
2MPa |
| Quantità di riempimento olio del punto di lubrificazione |
0,1 mL |
| Ciclo di lubrificazione |
6-10min |
|
Sistema elettrico
|
Sistema CNC |
Siemens 828D |
| Numero di assi CNC |
3 |
| Cambia utensile |
Tipo a disco |
24 posizioni utensile |
| Dimensione complessiva |
LxWxH |
6000x4300x2700 mm |

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!