Uso delle industrie siderurgiche dell'angolo del ponte della punzonatrice delle piastre di collegamento CNC
Industria applicabile:
La macchina utilizzata per la punzonatura ad alta efficienza sulle piastre di collegamento ampiamente utilizzate nell'industria dei ponti, degli angoli in acciaio e delle strutture in acciaio, ecc.
Specifiche:
| Modello |
BNC100 |
| Dimensione massima del pezzo da lavorare (mm) |
1500*800 |
| Massimo. diametro di punzonatura (mm) |
Φ26 |
| Massimo. diametro di foratura (mm) |
/ |
| Cono del mandrino di foratura |
/ |
| Spessore della piastra (mm) |
Punzonatura |
5~25 (Q235) |
| Perforazione |
/ |
| Forza di punzonatura (kN) |
1000/1200 |
| Forza di marcatura (kN) |
800/1200 |
| minimo distanza tra foro e bordo piastra (mm) |
Punzonatura |
25 |
| Perforazione |
/ |
| Dimensione carattere (mm) |
14*10*19 |
| Qtà. di carattere |
12 |
| Stazioni di stampaggio |
3 |
| Velocità di avanzamento della foratura (mm/min) |
/ |
| Corsa del mandrino di foratura (mm) |
/ |
| Velocità di rotazione del mandrino di perforazione (giri/min) |
/ |
| Modalità di programmazione |
Programmazione dei comandi, software di disegno CAD automatico o layout |
| Dimensioni complessive L*P*A (m) |
3,2*3*1,9 |

Caratteristiche della struttura:
1. Il telaio della macchina adotta una struttura in lamiera d'acciaio saldata di tipo C, che offre un'eccellente rigidità e un'area operativa spaziosa.
2. La macchina è dotata di tre stazioni di lavorazione (inclusa una stazione di marcatura), con cambio stazione automatico per migliorare l'efficienza operativa.
3. Il sistema di bloccaggio è progettato per accogliere pezzi di diverso spessore. Combinato con un blocco di posizionamento a riferimento zero, il pezzo è supportato su un piano di lavoro con trasferimento a sfera per una movimentazione fluida e un posizionamento accurato.
4. Gli assi X e Y sono azionati da servomotori, viti a ricircolo di sfere e guide lineari di precisione. Un sistema di controllo CNC a doppio asse garantisce un posizionamento accurato e operazioni di punzonatura precise.
5. L'intero processo di lavorazione è completamente automatizzato. Gli operatori devono solo importare il disegno del pezzo nel sistema di controllo, semplificando notevolmente il funzionamento e migliorando la produttività.
Dettagli:
1. Struttura aperta a forma di C: la macchina presenta un design aperto di tipo C, che offre ampio spazio per un funzionamento conveniente e una migliore accessibilità.
2. Costruzione saldata interamente in acciaio: il telaio, la base e il piano di lavoro sono costruiti interamente con piastre di acciaio saldate, sottoposte a trattamento di invecchiamento di distensione per garantire elevata resistenza, eccellente rigidità e durata a lungo termine.
3. Quattro posizioni di utensili: la macchina è dotata di quattro stazioni di utensili standard: due per la punzonatura, una per la foratura e una per la marcatura. Le modifiche alla posizione degli utensili vengono eseguite automaticamente per un funzionamento efficiente.
4. Sistema di bloccaggio: La macchina è dotata di due unità di bloccaggio idrauliche per trattenere saldamente le piastre di acciaio sul piano di lavoro. Il sistema è progettato per accogliere pezzi di varie dimensioni e spessori. In combinazione con i blocchi di posizionamento di riferimento e un piano di lavoro con trasferimento a sfera, garantisce un posizionamento accurato e una movimentazione fluida del materiale.
5. Piano di lavoro mobile: il movimento del piano di lavoro è azionato da servomotori e viti a ricircolo di sfere di precisione, consentendo il posizionamento accurato e stabile della piastra. Durante la lavorazione, due morse idrauliche tengono saldamente il pezzo in lavorazione per mantenere la precisione della lavorazione e la stabilità operativa.
6. Movimento dell'asse X e dell'asse Y: gli assi X e Y sono azionati da doppie coppie di guide lineari a rotolamento ad alta capacità su entrambi i lati, insieme a viti a ricircolo di sfere di precisione e servomotori CA ad alta inerzia, garantendo un'eccezionale precisione di posizionamento e un controllo del movimento fluido.
7. Sistema di lubrificazione a spinta: la macchina è dotata di un sistema di lubrificazione manuale sia per le guide lineari che per le viti a ricircolo di sfere, garantendo una manutenzione costante e un'affidabilità operativa a lungo termine.
8. Configurazione: tutti i componenti idraulici ed elettrici critici di questa macchina sono importati da produttori riconosciuti a livello internazionale, offrendo qualità superiore, elevata affidabilità, bassi tassi di guasto e durata prolungata.
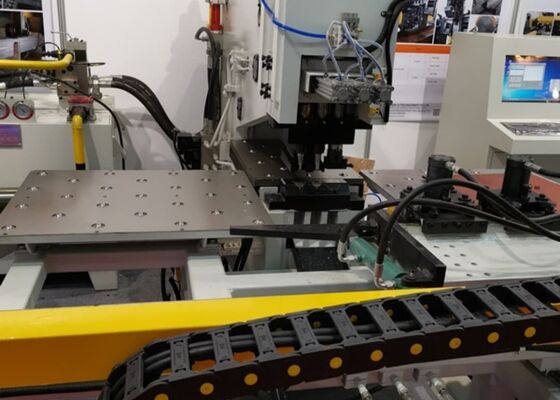
Dettagli della macchina:
Questo sistema avanzato per la lavorazione dei metalli è progettato specificamente per eseguire operazioni di punzonatura, marcatura e foratura su piastre di acciaio per l'industria manifatturiera di torri in acciaio. Garantisce una precisione di lavorazione superiore, soddisfacendo severi requisiti di tolleranza ed elevati standard di finitura superficiale. Oltre al settore delle torri in acciaio, questa attrezzatura versatile fornisce funzionalità affidabili di punzonatura, foratura e marcatura per piastre metalliche in un'ampia gamma di applicazioni industriali. Fornisce costantemente un'elevata efficienza operativa e una lavorazione precisa per tutti i tipi di pezzi metallici, ottimizzando così il flusso di lavoro e migliorando la qualità del prodotto in diversi ambienti di produzione.

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!